




При производстве роторных и статорных лопаток сложной формы стационарных ГТД литье по выплавляемым моделям до сих пор находит широкое применение. Литьем по выплавляемым моделям производят заготовки лопаток из сплавов направленной кристаллизации, таких как Mar-M247, IN6203DS, GTD111 DS, CM186LCDS [1, 9, 15]. Из российских марок можно выделить марки жаропрочных сплавов, легированных рением ЖС26УМ, ЖС32У, ЖС36, ВЖМ1, ВЖМ5, ВЖМ4, ВЖМ6, ВЖМ8, ВЖЛ21, ВЖМ7, ЖСКС1, ЖСКС2, разработанные ВИАМ.
В зарубежной литературе литье по выплавляемым моделям обозначается термином «Investment casting», «lost wax casting» или «precision casting». Анализ количества публикаций указывает на не убывающий интерес к данной технологии. В соответствии с результатами запроса «investment casting» в системе «scopus», наибольшее количество зарубежных публикаций соответствует области наук о материалах и инженерных наук. В разделе наук о материалах порядка 1600 публикаций. Наибольшую публикационную активность показывают США и Китай, среди российских организации – МГУ им. М.В. Ломоносова, ФГУП ЦНИИчермет И.П Бардина, ФГУП «ВИАМ».
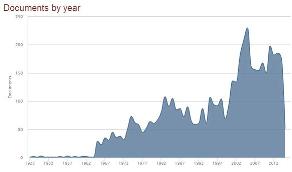
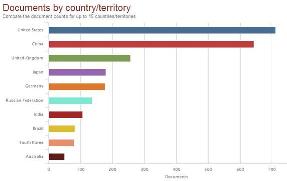
Данные «Scopus» по запросу «Investment casting»
В настоящее время приоритетными можно считать следующие основные направления развития технологии литья по выплавляемым моделям:
- разработка новых составов модельных масс, оболочковых форм (ОФ) и стержневых материалов, в т.ч. для литья ЖНС и TiAl сплавов;
- отработка технологии литья, в т.ч. разработка новых способов формирования модели (Rapid prototyping) и удаления модели из ОФ (dewaxing process);
- математическое моделирование процесса литья и отработка технологии;
- совершенствование технологии и автоматизация процесса с целью сокращения времени и снижения стоимости [10].
В машиностроении качестве материала модельной массы нашли применение воск, пластмассы, полистирол, наиболее широко применяются модельные массы на основе воска. Основные требования, предъявляемые к модельным массам включают: (1) низкий КТР, (2) температура плавления, значительно выше температуры окружающей среды, (3) удовлетворительная прочность и твердость, (4) низкая шероховатость и хорошая смачиваемость поверхности модели, (5) низкая вязкость в расплавленном состоянии, (6) легкость удаления модельной массы из ОФ, (7) низкое содержание золы, (8) безопасность для окружающей среды, (9) низкая стоимость, доступность, возможность рециклинга и т.д.
Применение находят составы B140 (с повышенными свойствами) и B97 (низкой стоимости). Свойства и стоимость отличаются в зависимости от типа добавки (соя, коллоиды (гуммиарабик, поливинил-полипиролидон и др.), активированный уголь, пальмитиновая кислота, некоторые поверхностно-активные вещества (додецилсульфат натрия, сорбитан олеостеарин, глицерин). В качестве модельной массы может использоваться смесь восков разного типа.
Основные требования, предъявляемые к материалу оболочковых форм включат: (1) достаточная прочность, (2) достаточная стойкость к термическому воздействию (трещиностойкость), (3) высокая химическая стабильность, (4) хорошая газопроницаемость, (5) теплопроводность, (6) ограниченная ползучесть.
В качестве модельной массы для литья жаропрочных сплавов используются низкозольные модельные композиции «Салют», производства АО НПЦ газотурбостроения «Салют», выполненные на основе синтетических материалов Салют-1, Салют-2, Салют-3, Салют-4. Данные материалы внедрены в серийное производство на ФГУП НПЦ Газотурбостроения «Салют», ОАО «Уфимское моторостроительное производственное объединение», ОАО «Казанское моторостроительное производственное объединение», ОАО «Желдорреммаш» филиал «Уссурийский локомотиворемонтный завод».
Модельные массы общего и специального назначения зарубежного производства предлагают несколько компаний.
ООО «Амальгамма». Воски Remet. Силикаты Remasil (Al2O3+SiO2). Цирконовые наполнители и обсыпка (Remet® Циркон) для литья лопаток турбин.
ООО «Вакуумтех». Модельные массы для производства восковых моделей (Kindt-Collins Company, LLC), керамических оболочковых форм (Ransom & Randolph, Treibacher Industrie AG). Связующее для первого (Primcote® PLUS, Keycote®) и последующих слоев (Matrixcote, EHT), EHT для отливок направленной кристаллизации и монокристаллического литья, концентрат с волокнами, обезжириватель для модельных блоков, Плавленый кварц «Ranco-Sil™», Циркон (Силикат циркония – ZrSiO4), Алюминат Кобальта CoAl2O4, Оксид Иттрия Y203, Смеси для набивки «карманов», тонких каналов, и др. труднодоступных мест в керамических оболочках «С-1», «50/50», Связующее «Core Hardener 2000 ™» и т.д.
ЗАО «ВиТех-сервис». Модельный восковый состав МВС-3А, МВС-15, МВС-3Н, Р-3, ПС 50/50, Р3Н, Romonta ТУ 0258-006-11035757-2004. Состав предназначен для литья по выплавляемым моделям отливок особой категории сложности - ответственное, тонкостенное, сверхточное литье заготовок (колесо турбины и т.п.) в т.ч. для предприятий оборонного комплекса, изготовлен по особой технологии с улучшением реологических свойств композиции базового материала. Основными потребителями являются ОАО «КАМАЗ-Металлургия», ОАО «Чебоксарский агрегатный завод», ФГУП ПО «Уралвагонзавод», ОАО «Точлит» г. Псков, ОАО «Завод точного литья» г. Рязань, ОАО «Ярославский дизель», ОАО «Курганмашзавод», ООО «Юргинский машзавод», ООО «Югранастсталь» и др.
Из зарубежных марок модельных составов для литья жаропрочных сплавов можно отметить составы предлагаемые компанией Paramelt, «Cerita 28-73M dip seal», Cerita 28-73M dip seal, Cerita 29-9 dip seal.
Основными компонентами керамической смеси для изготовления оболочковой формы являются порошок тугоплавких соединений (кварцевый песок, алюмосиликаты, оксид алюминия и силикат циркония или цирконий), кристобалит (Si 46,99%; О 53,01%) [17], основной коллоидный диоксид кремния в качестве жидкого связующего и др.
Состав керамической формы для литья жаропрочных материалов (superalloy) определяется высокой реакционной способностью расплава ЖНС и, соответственно, необходимостью предотвращения такого взаимодействия и образования пористости и оксидного слоя на поверхности ЖНС. Для исключения влияния взаимодействия расплава предлагается использование корунда, модифицированного алюминием [12]. Использование модифицирования керамики позволяет при применении сульфокислот полностью связать SiO2 связующего в муллит и значительно повысить прочность форм [13, 14]. Для повышения проницаемости ОФ предложено использование органических или полимерных волокон. Для снижения пористости предлагаются формы, состоящие из двух слоев. Внутренний слой, взаимодействующий с расплавом, состоит из оксида алюминия, 80 масс.%, и диоксида кремния в качестве связки. Внешний слой, обеспечивающий необходимые механические свойства, на основе циркония. Смачиваемость гафний содержащих ЖНС в контакте с оксидом алюминия лучше по сравнению с цирконием. При использовании в качестве модельной массы смеси парафина, стеарина, технической мочевины, сернокислого магния и поливинилового спирта возможно не полное удаление модельного состава и образование графита при коксовании остатков модельной массы [16]. Предлагается использование смеси иттрия (огнестойкий, химически инертный) и коллоидного кремния в качестве материала ОФ для литья ЖНС. При литье TiAl сплавов ОФ изготавливают из ZrO2 и Al2O3, по разным технологиям. Исследуется возможность применения CaZrO3 в качестве наполнителя [22]. Показано, что Al2O3 может взаимодействовать с CaZrO3 наполнителем с образованием соединений (Zr, Ca)O2 и CaAlxOy.
Предлагается в основном два варианта связующего. Первый – этилсиликат (ETS), система на основе растворителя, обычно этанол или комбинация этанола и изопропилового спирта. Второй – коллоидный кремний, на водной основе дисперсии мелких частиц кремнезема.
Производство керамической формы занимает порядка 24-72 ч в зависимости от размера компонентов (сушка каждого слоя 2-24 ч) [5]. Для оптимизации толщины стенки формы применяют программы типа Procast, Quickcast, Starcast, Flow-3D, Solidcast и др. Распределение напряжений оценивают с помощью Pro/E, ANSYS, ABAQUS [3, 19] и др.
Предлагается несколько новых технологий для производства керамических оболочек. Формирование смеси неорганического прекурсора, состоящего из силиката и алкоксида металла, керамическая форма характеризуется хорошей прочностью (12 МПа) без усадки и деформации [6]. Для изготовления керамической формы (применительно к лопаткам турбин) на основе оксида алюминия предлагается использование комбинированного процесса быстрого прототипирования на основе стереолитографии и «gelcasting» процесса, величина усадки не превышает 0,5% [7].
Для снижения усадки и улучшения размерной стабильности керамической формы предлагается соединение ZrSiO4 и Al2O3, в качестве связующего используют термопластификатор Siliplast HS (65% водный раствор) [8]. В качестве оптимального состава заявлен состав на основе крупнозернистого кварца и борного стекла с дисперсным оксидом алюминия и силиката циркония.
Известно применение алюмината кобальта, CoAl2O4, в качестве к покрытию оболочковой формы, для получения мелкозернистой структуры и высокого качества поверхности сплава IN713LC [20]. Указывается, что алюминат кобальта получил широкое применение при литье ЖНС [23]. Основной слой предлагается выполнить состоит из коллоидного кремния ZrSiO4 с добавками CoAl2O4. Последующие слои состоят из муллита связанного коллоидным кремнием [21].
Производство данного модификатора (АК-1, АК-2, АК-3) для поверхностного модифицирования лопаток ГТД и ГТУ из жаропрочных никелевых сплавов организовано во ФГУП «ВИАМ».
Для нагрева модельной массы с целью удаления из оболочковой формы предлагается использование автоклава, газопламенного нагрева (печи), микроволнового нагрева (обладает преимуществами перед указанными выше).
Заливку расплава в ОФ осуществляют с использованием гравитационного литья, литья под давлением, в вакууме, центробежным методом.
С целью рафинирования расплава от вредных примесей предлагается применение пенокерамических фильтров в качестве питателей в процессе выплавки деталей ГТД [11].
Крупные предприятия, занимающиеся производством лопаток методом литья по выплавляемым моделям, часто используют зарубежное оборудование и материалы. Например, оборудование, используемое на ОАО «Авиадвигатель», включает:
Шприц машина СТМ 30 для изготовления керамических стержней в комплекте со смесеприготовительной машиной модели 11Z EMX, оборудованной системой экструдирования и нарезки гранул; Пресс-машина модели CTM 50-WI для изготовления восковых моделей «С»- образной конструкции с усилием смыкания 50 тонн; Автоматизированная линия фирмы «SHELL-O-MATIC» для изготовления литейных форм на основе водноколлоидных связующих растворов производства фирмы «RANSOM & RANDOLPH»; Вакуумная печная установка MonoTherm HK.669.N.6gr фирмы ALD Vacuum Technologies GmbH: закалка, отпуск, старение, отжиг в безокислительной среде окончательно готовых деталей; Печи фирмы Linn High Therm (4 шт.): Закалка, нормализация, старение, отжиг, стабилизация, термофиксация крупногабаритных тяжелых деталей; Бойлерклав модели 1220 фирмы LBBC: быстрое бездефектное удаление восковых моделей из литейных форм с габаритами до 800 мм.
ФГУП НПЦ «Салют» использует в производстве модельные материалы собственного производства. Технология литья, материалы модельной массы, оболочковой формы, стержневые материалы для ЛВМ защищены патентами РФ. ФГУП ВИАМ разработаны модельные составы марки «В-1», «ВИАМ-102».
Источники
1. Kulvir Singh. Advanced Materials for Land Based Gas Turbines // Trans Indian Inst Met (2014) 67(5):601–615 DOI 10.1007/s12666-014-0398-3
2. http://viam.ru/cast_heat_resistant_alloys
3. S.M. Afazov, , A.A. Becker, T.H. Hyde. FE prediction of residual stresses of investment casting in a Bottom Core Vane under equiaxed cooling // Journal of Manufacturing Processes Volume 13, Issue 1, January 2011, Pages 30–40
4. Eun-Hee Kim, Geun-HoCho, Young Soo Yoo, Seong Moon Seo, Yeon-GilJung. Development of a new process in high functioning ceramic core without shape deformation // Ceramics International39(2013)9041–9045
5. S. Jones, C. Yuan. Advances in shell moulding for investment casting // Journal of Materials Processing Technology 135 (2003) 258–265
6. Kim, E.-H., Cho, G.-H., Yoo, Y.S., Seo, S.M., Jung, Y.-G. Development of a new process in high functioning ceramic core without shape deformation. Ceram.Int. 39, 9041–9045.
7. Wu, H., Li, D., Tang, Y., Sun, B., Xu, D. Rapid fabrication of alumina-basedceramic cores for gas turbine blades by stereolithography and gelcasting. J.Mater. Process. Technol. 2009, 5886–5891.
8. Magdalena Gromada, Adam Swieca, Marek Kostecki, Andrzej Olszyna, Rafał Cygan Ceramic cores for turbine blades via injection moulding // Journal of Materials Processing Technology 220 (2015) 107–112
9. Li Xu, Sun Bo, You Hongde, Wang Lei Evolution of Rolls-royce Air-cooled Turbine Blades and Feature Analysis // Procedia Engineering Volume 99, 2015, Pages 1482–1491
10. Jim Skinner. Program Manager. FAA Continuous Lower Energy, Emissions & Noise (CLEEN) Technologies. Rolls-Royce Program Overview. 27 October 2010
11. Ю. Г. Квасницкая. Особенности повышения качества литых деталей газотурбинных двигателей // Процессы литья, 2009 № 4
12. Ю. Г. Квасницкая Оценка степени взаимодействия жаропрочного никелевого сплава с материалом формы при вакуумной выплавке // Металл и литье Украины, 2009 № 3
13. Симановский В. М., Максюта И. И., Квасницкая Ю. Г., Притуляк А. С., Михнян Е. В. Усовершенствование материалов керамических форм, стержней и фильтров для получения литых деталей газотурбинных двигателей // Вестник Донбасской государственной машиностроительной академии 2010 №3
14. Симановский В. М., Mаксюта И. И., Квасницкая Ю. Г., Михнян Е. В., Нейма А. В. Основные требования к формовочным материалам для получения деталей с ориентированной структурой // Вестник Донбасской государственной машиностроительной академии 2011 №4
15. Roger C. Reed. The superalloys. Fundamentals fnd Applications. 2006. isbn-13 978-0-511-24546-6
16. Шатульский А.А., Кимстач Г.М. Выявление причин образования дефектов в отливках из никелевых жаропрочных сплавов на стадии заполнения формы расплавом // Вестник Рыбинской государ. авиац. технологич. академии им. П.А. Соловьева 2013 №1
17. A. Kazemia, M.A. Faghihi-Sani, H.R. Alizadeh Investigation on cristobalite crystallization in silica-based ceramic cores for investment casting // Journal of the European Ceramic Society 33 (2013) 3397–3402
18. Sarojrani Pattnaik, D. Benny Karunakar, P.K. Jha Developments in investment casting process-A review // Journal of Materials Processing Technology 212 (2012) 2332– 2348
19. DONG Yi-wei, BU Kun, DOU Yang-qing, ZHANG Ding-hua Determination of wax pattern die profile for investment casting of turbine blades // Trans. Nonferrous Met. Soc. China 2011 378-387
20. Патент US 5983983 A. Дата публикации 1999 г.
21. C.H. Konrad, M. Brunner, K. Kyrgyzbaev, R. Völkl, U. Glatzel. Determination of heat transfer coefficient and ceramic mold material parameters for alloy IN738LC investment castings // Journal of Materials Processing Technology Volume 211, Issue 2, 1 February 2011, Pages 181–186
22. C. Yuan, X. Cheng, P.A. Withey. Investigation into the use of CaZrO3 as a facecoat material in the investment casting of TiAl alloys // Materials Chemistry and Physics 155 (2015) 205-210
23. John Campbell. Complete Casting Handbook. Metal Casting Processes, Metallurgy, Techniques and Design 2011 P.1162