АВИАЦИОННЫХ МАТЕРИАЛОВ
ИНСТИТУТ АВИАЦИОННЫХ МАТЕРИАЛОВ


+7(499) 263-85-20 общий
+7(499) 263-85-96 металлы
+7(499) 263-86-41 неметаллы




Тиксолитье и Тиксоформование сплавов на основе алюминия. 22 декабря 2015
Общие сведения о процессе.
В настоящее время разрабатывается несколько вариантов литья в твердожидком состоянии, перспективными из которых можно считать реолитье (Rheocasting) и тиксолитье (Thixocasting).
Основное назначение - литье деталей сложной формы, в основном из алюминиевых и магниевых сплавов, с хорошими механическими свойствами за счет формирования мелкозернистой недендритной и однородной структуры, в результате использования металла в твердо-жидком состоянии.
Существо способа. Тиксоформование один из способов обработки сплава (получение заготовок литьем или давлением) в полу-жидком состоянии (semi-solid) сплава с недендритной и сфероидизированной структурой. Способ основан на явлении «Тиксотропия» (тиксотропность) - способность субстанции уменьшать вязкость в результате механического воздействия и увеличивать вязкость в состоянии покоя. Применяется при обработке сплавов на основе алюминия, магния, а также сталей. Имеютя публикации по получению композиционных (дискретно упрочненных) материалов методом тиксообработки.
При реолитье сплав в твердожидком состоянии после интенсивной обработки [перемешивание, модифицирование] заливают в прессовую камеру машины литья под давлением или пресса. Первоначально в реолитье применяли механическое перемешивание расплава в интервале температур «ликвидус-солидус». При механическом перемешивании возможно замешивание плен и наличие пористости.
При тиксолитье в камеру пресса или машины литья под давлением помещают заготовку, полученную полунепрерывным литьем с электромагнитным перемешиванием расплава в кристаллизаторе и повторно нагретую в интервале температур «ликвидус-солидус» до твердожидкого состояния.
Заготовки из сплавов, находящихся в твердожидком состоянии, можно получать не только литьем, но и другими способами формообразования [штамповкой, экструзией], поэтому данные способы, отличающиеся только последней стадией процесса, называют тиксоформовкой (Thixoforming).
При этом проявляется эффект тиксотропии — временное понижение эффективной вязкости вязкотекучей или пластичной системы в результате ее деформирования. Этот эффект проявляется тем полнее, чем ближе к сферической форма включений твердого раствора и чем ближе к оптимальному реализуется соотношение между твердой и жидкой фазами.
Преимуществом тиксообработки является наиболее полное заполнение формы сплавом при тиксолитье, меньшая пористость, меньшие усилия при формовании, в некоторых случаях более высокие значения механических свойств, возможность использования деформируемых сплавов и сплавов с дорогими и дефицитными летучими добавками, получение отливок из композитов, в которые диспергированная фаза вводится в процессе получения заготовки при непрерывном литье.
Основным недостатком тиксоформования считается необходимость проведения обработки исходного сплава на сфероидизацию частиц (дополнительная операция), необходимость в специальном оборудовании и большее, по сравнению с традиционными способами, число контролируемых параметров, в некоторых случаях необходимость использования защитной атмосферы.
Ограничения:
- ограничения по составу сплавов (доэвтектические широкоинтервальные);
- высокие потери металла при получении мерных заготовок из слитка при тиксолитье;
- использование специализированного оборудования;
- эффективность обеспечивается при получении особо ответственных фасонных тонкостенных отливок сложной конфигурации (автомобилестроение, аэрокосмическая отрасль).
Процесс получения литой заготовки при использовании тиксотехнологий состоит из трех основных этапов:
- получение исходной заготовки с недендритной структурой и ее охлаждение до комнатной температуры [условно реолитье];
- повторный нагрев исходной заготовки до твердожидкого состояния;
- собственно формование литой детали в результате запрессовки порции сплава, находящегося в твердожидком состоянии, в пресс-форму или штамп.
Среди процессов, основанных на обработке сплава в тиксотропном состоянии, различают тиксолитье (Thixocasting) и тиксоформирование (Thixoforming, SSP). Также предлагаются разновидности semi-solid процесса, такие как semi-solid порошковая прокатка SSPR и реоочистка стружки сплава от примесей.
Тиксоформирование может применяться для изготовления деталей из труднодеформированных, не предназначенных для литья сплавов, таких как высокопрочные алюминиевые сплавы, особенно в случае необходимости получения сложного профиля. Критерии пригодности заготовки к тиксоформованию приведены работе [19].
Ввиду того, что к структуре заготовки для тиксформирования предъявляются специальные требования (недендритная структура, сфероидизированная структура) процесс условно разделяют на стадию подготовки заготовки (фидсток, feedstock), т.е. получение исходной заготовки с недендритной структурой и ее охлаждение до комнатной температуры и собственно операцию тиксоформирования, включающую повторный нагрев полученной заготовки до полу-жидкого состояния и ее прессования или штамповки.
Получение недендритной структуры и некоторая степень сфероидизации достигается перемешиванием расплава. Фрагментация дендритной структуры и сравнение методов подготовки заготовки для тиксоформования представлены в обзоре [38], в т.ч. механическое перемешивание MIT, магнитодинамическое перемешивание MHD, Химическое измельчение (добавлением TiB), новое реолитье NRC (низкий перегрев выше ликвидус), New MIT, SEED, DTM, GISP, SCR и т.д. Дополнительная сфероидизация проходит в результате растворения границ зерна в жидкой фазе и рекристаллизации. Для получения глобулярной мелкозернистой структуры, предлагают метод литья с использованием наклонной охлаждающей плиты, основные факторы, влияющие на морфологию частиц сплава Al-6Zn-2.5Mg-0.5Cu описаны в [39].
Для подготовки фидстока предлагаются процессы:
1. Реолитье (Rheocasting); Литье с перемешиванием;
2. Новое реолитье (New Rheocasting);.
3. Спрей форминг (Sprayforming); Распыление жидкого сплава с последующей кристаллизацией в слиток.
Данные способы применяют в основном для получения предварительной заготовки. В промышленности для получения недендритной структуры и сфероидизации частиц могут применяться способы основанные на перемешивании расплава, а также комбинированные:
- механическое перемешивание расплава;
- магнитодинамическое перемешивание (MHD);
- метод охлаждающего желоба (cooling slope, CS);
- рекристаллизация материала после интенсивной пластической деформации (например, экструзией или прокаткой) (RAP) и частичное плавление. Деформация при температуре ниже температуры рекристаллизации (горячая)→последующая рекристаллизация при нагреве→частичное плавление;
- спрей форминг и деформационно индуцированная активация расплава (SIMA). Горячая деформация→холодная деформация (для изменения границ зерна)→последующее частичное плавление высокоугловых границ для фрагментации и трансформации в сфероидизированную структуру.
В зависимости от схемы тиксоформирования процесса и конечного продукта различают процессы:
1. Тиксоэкструзия (Thixoextrusion). Прямая и обратная.
2. Тиксоштамповка (Thixoforging, Thixomolding)
Следует отметить небольшую долю публикаций Российских исследователей по данной тематике. Встречаются статьи следующих организаций: ОАО “ЦНИИцветмет [15], АХК ВНИИМЕТМАШ им. акад. А.К. Целикова [16,17], МГТУ им. Н.Э. Баумана [18,19,20,21], МГТУ «СТАНКИН» [22, 23], Санкт-Петербургский государственный политехнический университет [24,25].
Среди зарубежных публикаций следует отметить большое число публикаций Китайских исследователей, а также публикации H.V. Atkinson, P. Kapranos (The University of Sheffield), основные преимущества и недостатки технологии тиксоформирования описаны в бизнес модели [26].
Практически все статьи посвящены исследованию влияния режимов тиксообработки на структуру и свойства сплавов. В качестве объекта исследования выступают литейные сплавы на основе алюминия или магния. В последнее время наблюдается повышенный интерес к деформируемым сплавам в качестве объекта для тиксообработки, указывается, что можно достаточно успешно подвергать деформируемые сплавы тиксолитью и тиксоформированию. Моделированию процесса тиксообработки рассматривается в работе [35]. Информации о дефектах в сплаве после тиксообработки в целом не много.
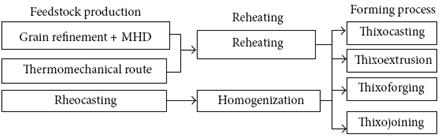
Принципиальная схема процесса [27].
Реолитье алюминиевых сплавов. Для получения заготовок реолитьем сплавов 2024, 6082, 7075 используется система CSIR-RCS (Council for Scientific and Industrial Research in South Africa has developed and patented a rheocasting system) [33] с индукционным перемешиванием с одновременным воздушным охлаждением в сочетании с литьем под давлением. После термообработки сплава 2024 по режиму Т6 предел текучести и удлинение превышают необходимые минимальные требования, но предел прочности составляет только 90%, по причине более низкого содержания Mg, чем в коммерческих сплавах. Прочность сплава 6082-Т6 прочность деформированного сплава, но удлинение составляет только 36% от необходимого минимума, что объясняется наличием пористости, вызванной подплавлением при термической обработке, а также наличием тонкой интерметаллидной иглообразной эвтектики. Предел текучести 7075 превышает требуемые значения, а предел прочности при растяжении составляет 97%, удлинение только 46%.
Оптимальный режим термической обработки заготовки, полученной по технологии реолитья сплава 7075 [Gas Induced Semi-Solid (GISS)], для получения бездендритной структуры соответствует 450 С/4 ч (режим Т6). Наибольшая прочность при растяжении, 486 МПа с удлинением 2%, соответствует режиму старения 120˚/72 ч. Повышенная прочность объясняется высокой плотностью мелких частиц ή-фазы (в сравнении с режимами 120, 145, 165, 185 ˚). Зарождение η-фазы при высоких температурах способствует снижению прочности.
Важным регулируемым параметром при тиксоформовании высоколегированных сплавов является температура и температуропроводность формы [2]. Удовлетворительное формование обеспечивает высокая температура и низкая температуропроводность.
Стандартная термообработка Т6 не достаточна. В процессе тиксообработки наблюдается сегрегация элементов в жидкой фазе. Для гомогенизации требуется длительное время выдержки при термообработке на твердый раствор.
Высокое давление прессования способствует получению мелкого зерна, повышению фактора формы и плотности сплава 7075 [37].
RAP. Для случая индукционного нагрева при получении жидко-твердого состояния для лучшей рекристаллизации предлагается вариант трехступенчатого нагрева сплава 7075 475-500˚С/1 мин, 575-600˚С/1 мин, 600˚С/20 с [3]. Для получения сфероидизированной структуры (Al-Zn-Mg-Cu) с размером частиц порядка 40 мкм путем RAP авторы [5] предлагают двухступенчатый нагрев 665˚С/4 мин, 620˚С/15 мин.
Отмечается, что при низкой температуре и одно и двуступенчатом нагреве RAP заготовки сплава 7075 имеются дефекты: структура сформированная в результате турбулентного течения, пористость в центральной части стержня, нерекристаллизованные зерна, оксидный поверхностный слой [11]. Для избежания появления дефектов предлагается трехступенчатый нагрев и тиксоформирование при температуре 616-618 С. При скорости формования 750 мм/с дефектов меньше чем при 1000 мм/с. Возможно применение графитовой или подогреваемой стальной матрицы. Среднее значение предела текучести и удлинения составляет 477 МПа и 3,0% при тиксоформировании в графитовую матрицупо режиму 616 С, трехступенчатый нагрев 500 С/1 мин, 575 С/1 мин, скорость формования 500 мм/с, термообработка Т6. Для традиционного деформирования сплава 505 МПа и 11,0%.
Авторы [13] указывают, сплав с высокой долей твердой фазы менее чувствителен к температуре, снижается разбрызгивание металла, устанавливается ламинарный поток при высокой скорости обработки. Для снижения скорости кристаллизации путем снижения теплообмена, используется горячая форма в сочетании с покрытием. Преимуществом индукционного нагрева является высокая скорость нагрева 20 С/с, при этом присутствует небольшое количество нерекристаллизованных зерен, что однако, не влияет на течение материала [14].
Одним из путей получения сфероидизированной структуры при тиксоэкструзии является нагрев сплава до жидко-твердого состояния. В процессе нагрева наблюдается рекристаллизация границ зерна твердой фазы в результате взаимодействия с жидкостью. Полностью сфероидизированная структура сплава 7075 наблюдается при температуре 580 С, при этом доля жидкой фазы составляет всего 5% [4].
Кристаллографическая ориентация зерен исходного сплава 2014 (Al-Cu-Mg), после изотермической обработки (901К) и тиксосформированного сплава расматривается в работе [34]. Исходный сплав характеризуется сильной текстурой {110}<322> и {112}<111>, которая изменяется после термообработки на {100}<001>. Для тиксоформованных образцов характерна случайная текстура, наблюдается диагломерация.
SIMA. Авторами [7] установлено, что при SIMA процессе с повышением температуры нагрева от 560 до 610 С зерна становятся более сферическими и укрупняются. При высокой температуре нагрева формируется глобулярная структура с повышенным содержанием Cu на границе зерна, т.е. на границе зерна формируется структура с минимальной температурой плавления. В результате наблюдается понижение механических свойств. Наряду с глобулярной структурой наблюдается наличие пор.
Влияние термообработки. Возврат и повторное старение (RRA) приводит к повышению прочности и сопротивления коррозионному растрескиванию под напряжением (SCC) [1]. В зернах алюминиевой матрицы распределены мелкие выделения, как в случае термообработки Т6, по границам зерна располагаются крупные выделения η-MgZn2, как в случае термообработки Т7. Характер разрушения сплава межграничный, и для термообработки RRA, и для Т6. Для образцов Т7 характерен ямочного типа вязкий трансграничный излом с незначительным количеством признаков межграничного излома.
Установлено, что на твердорастворное старение влияет исходная структура SSM заготовки [36]. Для лучшего растворения элементов необходима высокая температура, но при этом наблюдается рост зерна. После термообработки 475 С/12 ч и 133 С/20-22ч сплав имеет лучшие свойства, прочность при растяжении 540 МПа, удлинение 6,3%.
Тиксоэкструзия. Давление при тиксоэкструзии значительно выше, чем при традиционной горячей экструзии сплавов серии 7000 [9]. Структура изотропная, в отличие от традиционной экструзии при которой наблюдается удлинение зерна.
При нагреве исходного экструдированного и термообработанного Т6 сплава 7005 до температуры полутвердого состояния с увеличением температуры и времени выдержки средний размер сфероидизированных частиц, толщина пленки и доля жидкой фазы увеличиваются, межграничная жидкость проникает в частицы твердой фазы, наблюдается укрупнение зерна. При выдержке 12 мин/620 С коэффициент формы составляет 1,5-2,0, при 15 мин становится более 2,0, что не желательно для последующей тиксоформовки [12].
Влияние вида деформации (прокатка и экструзия) на структуру сплава АА2024 (Al-Cu-Mg) исследовали авторы [28]. Зкструдированные образцы имеют очень мелкое начальное зерно, но с высокой скоростью роста, с выраженной текстурой. После 600 с. выдержки в полу-твердом состоянии, прокатанные и экструдированные образцы характеризуются некоторой текстурой и очень схожей скоростью роста, с коалесценцией частиц. Высокая степень деформации прокатки способствует уменьшению начального размера частиц и уменьшение толщины на 30% достаточно для достижения хорошего распределения частиц α-Al. В обоих случаях установлена макро и микросегрегация. Термообработка способствует выравниванию состава. Механические свойства при растяжении эквивалентны свойствам сплава деформированного традиционным способом.
Авторы [29] исследовали микроструктуру заготовок сплава 7075 полученных обратной тиксоэкструзией при 500-600 С с разным диаметром матрицы и скорости экструзии. Полученные заготовки состоят из пулутвердых зерен, вытянутых в направлении экструзии. Наименьший размер зерна получен при низкой температуре и высокой степени деформации, что сопровождается воздействием на жидкую фазу больших сдвигающих сил и повороту зерна. Прочность при срезе и пластичность полученных заготовок существенно зависит от температуры и скорости деформации а также от диаметра фильеры. На приведенных структурах заметна ориентировка зерна и наличие микротрещин.
Средний размер зерна значительно снижается при увеличении степени предварительной деформации сплава 7075 в холодном состоянии [30]. Данное изменение заметно до степени деформации 30%.
Указывается [31], что тиксотропную структуру можно получать без дополнительного предварительного подогрева путем простого частичного расплавления. При этом давление тиксоэкструзии сплава 7075 (Al–Zn–Mg–Cu) ниже, чем сплава 7003 (Al–Zn–Mg) при одинаковой фракции жидкой фазы 10%.
Процесс литья с применением конусообразного канала (cone-shaped pouring channel process (ICSPC)). В работе [32] исследовали однородность и контролируемость твердой фракции необходимой для реолитья сплава 7075. При снижении скорости охлаждения первичные α-Al зерна характеризуются более сферической формой и однородным распределением. Слишком низкая скорость охлаждения приводит к значительному увеличению времени роста зерна, что способствует формированию крупного зерна и коалесценции частиц.
Порошковая металлургия. Возможно получение полос относительной плотностью 76,1-88,0% прокаткой порошка Al–5.8Zn–1.63Mg–2.22Cu–0.12Zr в режиме тиксопрокатки. Указывается, что при повышении температуры с 580 до 610 С исчезают границы первичных зерен, ускоряются процессы диффузии и изменения границ зерна, уменьшается количество η-MgZn фазы, увеличивается количество выделений Al2Cu. Доля жидкой фазы составляет 53-67% [6].
Предлагается новый процесс реопрокатки (rheo-rolling) в пульсирующем электрическом поле, для получения первичных дендритов размером менее 100 мкм. Оптимальные режимы: пиковый ток, 400 А, частота 20 Гц, скважность (отношение периода к длительности импульса) 10%. Устраняется сегрегация центральной части полосы и сетчатость Т-фазы, отношение η и CuMg2 фазы повышается. Повышается диффузия легирующих элементов и, особенно Mg, в матрицу [8].
Технология реоочистки. Сообщается о возможности очистки стружки алюминиевого сплава от примесей и легирующих элементов (Si, Mg, ni, Zn, Pb, Cr, Fe, Cu, V, Mn) путем металлургической сепарации сплава в полутвердом состоянии, основанной на фазовых превращениях в соответствии с фазовой диаграммой [10]. (Известны также физические и химические технологии очистки). Среди металлургических технологии очистки выделяют (1) процесс зонной очистки, (2) удаление примесных элементов в полутвердом состоянии (rheorefining), (3) удаление примесей как интерметаллидных соединений. Процесс реоочистки разработан в 1974 г. Mehrabian и усовершенствован в 1997 г. Ichikawa. По данному способу алюминиевая стружка нагревается до температуры полутвердого состояния и плавления границ зерна или междендритного пространства. Примесные элементы сегрегированные в основном по границе зерна растворяются в жидкой фазе и далее сепарируются пористым фильтром. Недостатком метода является высокая длительность процесса. Sugiyama разработан новый процесс обратной экструзии в полутвердом состоянии для очистки от примесей. Метод основан на различии в скорости кристаллизации расплава металла выдавливаемого в контейнер. Металл, контактирующий со стенками контейнера охлаждается быстро и формируется столбчатая структура, далее жидкая фаза градиентно переходит в полутвердое состояние в центральной части контейнера. Известно, что в соответствии с диаграммой состояния в начальный момент времени (т.е. у стенки контейнера, столбчатая структура) кристаллизуется сплав с минимальным количеством примесных атомов, а жидкая фаза пересыщена примесными элементами. Таким образом, примеси и легирующие элементы остаются в оставшейся, не кристаллизованной, полутвердой фазе в центральной части контейнера. При образовании полутвердой фазы проводится обратная экструзия для удаления жидкой фазы, содержащей примеси. Процесс осуществляли с применением стружки сплавов АС4С, А7N01, A7075, получен алюминий чистотой 99,12%.
Следует отметить ограниченность применения данного метода очистки с позиции вероятного влияния размера и геометрии рабочей камеры на градиент скорости кристаллизации и следовательно степень очистки сплава.
В научных статьях в основном рассматриваются вопросы влияния термической обработки и параметров кристаллизации на структуру сплава, в частности получение мелкозернистой, не дендритной структуры, наличие розеточной фазы, а также параметры прочности и износостойкости.
Сплавы системы Al-Si-Mg
Изменение структуры сплава AlSi7Mg в процессе частичного плавления описано в статье [49].
Морфология первичной фазы заготовки деформируемого сплава 6082 характеризуется полным отсутствием дендритов при тиксоформовке с предварительным изотермическим (645 С/5 мин) нагревом [41]. Дальнейшая термообработка Т6 позволяет получить твердость 95 HB.
Авторы [50] исследовали изменение структуры и износостойкость при равноканальном угловом прессовании полутвердого гипоэвтектического алюминиевого сплава Al-7Si-Mg, состава близкого к составу промышленного сплава А356. Алюминиевый сплав расплавляли в графитовом тигле при температуре 750 С. Температура ликвидус и солидус сплава 582 С и 618 С соответственно. Температура разливки составляла 640 С. Осуществляли разливку по угловому каналу длиной 250 мм (CSE) и традиционным способом (CCE). С последующим четырехкратным угловым прессованием с углом канала 120 ˚ (ECAP) и отжигом 540 С, 8 ч.
Структура сплава после литья CSE и ECAP более мелкая, распределение первичной α-Al фазы более однородное. Более однородное распределение α-Al фазы и глобулярных частиц Si (твердая фаза) обуславливает повышенную твердость и износостойкость (контртело сталь 63 HRC). Результаты исследования с помощью TEM показывают, что процесс измельчения зерна зависит от скорости формирования дислокаций. Заявлено незначительное снижение коэффициента трения, обусловленное более высокой твердостью CSE образца. Причем с повышением испытательной нагрузки коэффициент трения несколько снижается. Механизм износа CCE образцов постепенно меняется от адгезионного, отслаивания и окислительного к абразивному, CSE образцов от адгезионного и окислительного к абразивному.
Сплавы системы Al-Si-Cu
Полученные тиксолитьем стержни сплава 319 термообрабатывали по режимам Т4, Т5, Т6. Механические свойства выше, чем при традиционном литье [40].
Предлагается метод [43], названный порошковое тиксолитье (powder thixocasting), как совмещающий технологию тиксолитья и традиционной порошковой металлургии. В качестве заготовки для тиксолитья предлагается предварительно спресованная из порошка Al–25Si–2,5Cu–1Mg–0,5Mn заготовка. Подогретый в среде аргона порошок прессуется, далее нагревается до жидко-твердого состояния в индукторе для заливки литья под давлением. Полученная заготовка имеет удовлетворительную прочность и структуру с однородным распределением тонких Si частиц.
Износотойкость сплава Al–25Si–2,5Cu–1Mg, полученного порошковым тиксолитьем с термообработкой Т6, выше по сравнению с традиционно литым сплавом, особенно в условиях тяжелого нагружения [44].
Предел прочности зависит от фактора формы зерна и размера зерна первичной α-Al фазы сплава Al-Si-Mg-Fe [45]. При GISS методе сочетание быстрого локального теплоотвода и интенсивного перемешивания в результате внедрения мелких пузырьков инертного газа, вводимого через графитовый диффузор в расплав, предотвращает формирование крупной дендритной и розеточной структуры и способствует формированию мелкого глобулярного зерна α-Al фазы.
Электромагнитное перемешивание способствует локальной разориентировке внутри твердых частиц и пластической деформации дендритов [46]. С помощью EBSD и TEM анализа тонких фольг установлено формирование дислокаций с последующей перегруппировкой по границам субзерна.
Детально описана технология изготовления колес турбокомпрессора [47] тиксолитьем сплава 201 (Al-Si-Mg-Cu) с последующей термообработкой Т6. Отсутствует пористость и другие внутренние дефекты. И механические и усталостные свойства выше по сравнению со сплавом, полученным традиционным литьем или деформированием.
Предлагается [48] ультразвуковая обработка сплава для сфероидизации и разрушения связи между пластинами первичной кремниевой фазы, присутствующей в структуре стандартного литого сплава. Заявлено, что данная обработка повышает прочность и пластичность Al-Si сплава.
Авторы [51] исследовали влияние количества Mg на структуру и механические свойства тиксоформированного сплава Al-5Si-Cu. Содержание Mg составляло 0,5, 0,8, 1,2 масс%. Температура ликвидус 635, 633, 628˚, солидус 533, 536, 541˚. Температура разливки 640-660 С, ранее установлено, что для хорошего течения металла доля жидкой фазы должна составлять 30-50 %, для данных сплавов доля жидкой фазы составила около 45%. Нагрев индукционный 30-80 кГц, 35кВт. Тиксопрессование в защитном потоке аргона, 2,5 л/мин. Скорость охлаждения 130˚/мин. После тиксопрессования образцы повторно нагревали до 578, 572, 570˚ с выдержкой 5 мин для сфероидизации зерна.
Структура литого сплава полученного традиционным литьем представлена дендритами α-Al фазы и очень мелкими междендритной эвтектикой Al-Si.
Изменение морфологии первичной фазы при литье по охлаждаемому каналу выражено в замене дендритов зернами α-Al фазы глобулярной формы и в виде розеток. При температуре разливки сплава А 640 С более мелкие и сферические зерна формируются при длине канала 300 мм, при температуре 650 С - 400 мм, при 660 С – 500 мм.
После термообработки средний размер глобул (сплавов А, B, С) увеличился с 34,9 ± 6,1 мкм, 33,8 ± 6,5 мкм, 32,1 ± 5,1 мкм до 53,2 ± 4,1 мкм, 52,9 ± 4,8 мкм 50,6 ± 3,6 мкм.
После тиксоформования в сплаве формируются однородно распределенные глобулярные α-Al зерна, поры отсутствуют. Размер зерна больше, чем после CSC литья. С повышением содержания Mg размер зерна несколько уменьшается, фактор формы незначительно возрастает. Присутствует небольшое количество Mg2Si фазы и кремниевой эвтектики, причем более мелкой в сплаве С.
Термообработка по режиму Т6 способствует сфероидизации эвтектической фазы, способствуя твердорастворному упрочнению и выделению мелких Si частиц.
В Al сплаве возможно формирование пяти интерметаллидных фаз: Mg2Si, Al2Cu, β-Al5FeSi, π-Al9FeMg3Si5 и Al5Cu2Mg8Si5. Появляющаяся в структуре после тиксоформования обогащенная железом фаза снижает механические свойства.
Установлено, что введение 0,8 % и 1,2 % Mg приводит к формированию π-фазы Al9FeMg3Si5, более мелкой, чем β-фаза Al5FeSi. Прочность при растяжении увеличивается, относительное удлинение уменьшается. Предел прочности и текучести сплава с 1,2 % Mg после термообработки по режиму Т6 составляет 306 МПа и 264 МПа. Удлинение при разрушении снижается до 1,8 %. Характер разрушения образцов с разным содержанием Mg различен. Поверхность излома сплава с низким содержанием Mg характеризуется ячеистой морфологией с небольшим количеством ямок. Излом сплава с повышенным содержанием Mg хрупкий со следами скола. После термообработки излом ячеистый, что указывает на повышение пластичности. Повышение прочности при термообработке Т6 связано с формированием фазы η(Mg2Si): Saturated solid solution → GP zones → ή(Mg2Si) → η(Mg2Si).
Заявленная область применение сплава – блок и головка ДВС автомобиля. Предел прочности и текучести при этом должен составлять не менее 300 и 250 МПа, удлинение 1%.
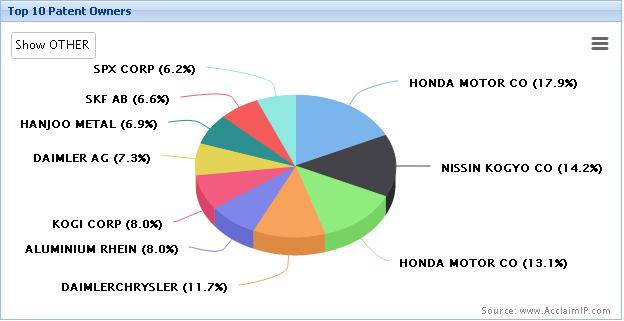
Топ патентообладателей технологий тиксолитья
В целом, на тему тиксообработки достаточно много зарубежных публикаций. Наибольшее число публикаций посвящено сплавам системы Al-Si, в частности А356, А357.
Источники:
1. Xiaorui DONG,Zhihui LI. Microstructure and properties of an Al-Zn-Mg-Cu alloy pre-stretched plate under various ageing conditions // Rare Metals Volume 27, Issue 6, December 2008, Pages 652–656
2. Helen Atkinson. Final Report for GR/M89096/01: Alloy Development for Thixoforming.
3. S. Chayong, H. V. Atkinson, P. Kapranos. Multistep induction heating regimes for thixoforming 7075 aluminium alloy // Materials Science and Technology April 2004 Vol. 20, Pages 490–496
4. H.V. Atkinsona, K. Burke, G. Vaneetveld. Recrystallisation in the semi-solid state in 7075 aluminium alloy // Materials Science and Engineering: A Volume 490, Issues 1–2, 25 August 2008, Pages 266–276
5. Gang Chen, Jufu Jiang, Zhiming Du, Qi Cao, Hongwei Li, Xin Zhang. Formation of Fine Spheroidal Microstructure of Semi-Solid Al–Zn–Mg–Cu Alloy by Hyperthermally and Subsequent Isothermally Reheating // Journal of Materials Science & Technology Volume 29, Issue 10, October 2013, Pages 979–982
6. Feng-xian LIa, Yun-zhong LIU, Jian-hong YI. Microstructural evolution of gas atomized Al–Zn–Mg–Cu–Zr powders during semi-solid rolling process // Transactions of Nonferrous Metals Society of China Volume 24, Issue 8, August 2014, Pages 2475–2481
7. H. Mohammadi, M. Ketabchi. Properties of 7075 al alloy prepared by sima method // Iranian Journal of Materials Science & Engineering Vol. 10, Number 3, September 2013
8. X. Sua, G.-M. Xua. Microstructure Homogenization of 7075 Alloy by a Novel Electric Pulse Rheo-Rolling Process // Materials and Manufacturing Processes 0, 1-5, 2015
9. Young Ok Yoon, Dong In Jang, Hyung Ho Jo, Shae K. Kim. Extrudability Improvement of 7000 Series Al Wrought Alloys by Thixoextrusion // Materials Science Forum, Volumes 544-545, May 2007 Pages 319-322
10. Thet Thet Cho, Yi Meng, Sumio Sugiyama, Jun Yanagimoto. Separation technology of tramp elements in aluminium alloy scrap by semisolid processing // International Journal of Precision Engineering and Manufacturing January 2015, Volume 16, Issue 1, pp 177-183 Date: 15 Jan 2015
11. http://www.keytometals.com/page.aspx?ID=CheckArticle&site=ktn&LN=DE&NM=323
12. Jufu Jiang, Ying Wang,Ying Wang,H.V. Atkinson. Microstructural coarsening of 7005 aluminum alloy semisolid billets with high solid fraction // Materials Characterization (Impact Factor: 1.93). 04/2014;
13. G. Vaneetveld, Ahmed Rassili, Jean Christophe Pierret, Jacqueline Lecomte-Beckers. Improvement in Thixoforging of 7075 Aluminium Alloys at High Solid Fraction. // Solid State Phenomena, 2008, Vol. 141-143, p. 707-712
14. G Vaneetveld, A Rassili, HV Atkinson. Influence of parameters during induction heating cycle of 7075 aluminium alloys with RAP process // Solid State Phenomena, 2008 Volume 141 Pages 719-724
15. Белоусов И.Я., Койдан И.М. Штамповка заготовок поршней для форсированного дизельного двигателя из поршневых алюминиевых сплавов методами тиксоформования // Цветная металлургия. 2013. №5 с.36
16. Койдан И.М., Журавлев А.С. Современные технологии изготовления заготовок поршней для форсированного дизельного двигателя из поршневых алюминиевых сплавов методами тиксоформования // Литье и металлургия 2013 №3(72) с.42-45
17. Журавлев А.С., Белякин А.Г., Белоусов И.Я., Виноградов В.А., Сапрыкин А.А. Перспективная технология изготовления легкосплавной ступицы тормозного диска автомобиля методом тиксоформования // Тяжелое машиностроение. 2010 №5 с.57-59
18. Нго Тхань Бинь, Семенов А.Б., Семенов Б.И. Тиксоформуемость и свойства литейного поршневого сплава АЛ25 // Технология легких сплавов. 2014 №2. с.78-87
19. Б.И. Семенов, Бинь Нго Тхань, А.Б. Семенов. Тиксоформирование фасонных деталей из алюминиевых сплавов // Инженерный журнал: наука и инновации 2013. №3(15)
20. Нго Тхань Бинь, Н.А. Джиндо, А.Б. Семенов, Б.И. Семенов. Тиксоформинг высокопрочных сплавов системы Al—Zn—Mg—Cu // Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012 с.148-165
21. Семёнов Б.И.Бочаров Ю.А. Куштаров К.М. Гладков Ю.А. Хижнякова Л.В. Тиксоштамповка и тиксолитьё - современные технологии формообразования алюминиевых и других сплавов в твёрдожидком состоянии // Технология легких сплавов. 2010 №1. с.129-150
22. Аксененко А.Ю., Климов В.Н., Коробова Н.В., Лузгин В.И.2, Шевченко С.Ю. Влияние электромагнитного перемешивания при кристаллизации на структуру тиксозаготовок из литейных алюминиевых сплавов // Металловедение и термическая обработка металлов 2013 №12 с.30-33
23. Аксененко А.Ю., Бычков С.А., Климов В.Н., Коробова Н.В., Тарасов Ф.Е., Фризен В.Э., Шевченко С.Ю. О влиянии условий кристаллизации на структуру тиксозаготовок из литейных AL сплавов // Металлургия машиностроения 2013 №2 с.17-20
24. Косников Г.А., Эльдарханов А.С. Применение ультразвуковой обработки сплавов в жидком и двухфазном состояниях при получении наноструктурных алюмоматричных композитов для изделий общемашиностроительного и специального назначения с повышенными рабочими характеристиками // Литейщик России 2013. №10 с.20-22
25. Косников Г.А. Жидкофазные технологии получения алюмоматричных композитов // Специальные способы литья 2014 №3 с.19-24
26. A Lowe, K Ridgway, I McCarthy, H Atkinson. An evaluation model for determining the business process benefits of thixoforming // Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture January 1, 2000 214: 11-23
27. M. S. Salleh, M. Z. Omar, J. Syarif, M. N. Mohammed. An Overview of Semisolid Processing of Aluminium Alloys // ISRN Materials ScienceVolume 2013 (2013), Article ID 679820, 9 pages
28. E.R de Freitas, E Ferracini Jr, M Ferrante. Microstructure and rheology of an AA2024 aluminium alloy in the semi-solid state, and mechanical properties of a back-extruded part // Journal of Materials Processing Technology Volume 146, Issue 2, 28 February 2004, Pages 241–249
29. M.R. Rokni, A. Zarei-Hanzaki, H.R. Abedi, N. Haghdadi Microstructure evolution and mechanical properties of backward thixoextruded 7075 aluminum alloy // Materials & Design Volume 36, April 2012, Pages 557–563
30. Amir Bolouri, Mohammad Shahmiri, C.G. Kang Study on the effects of the compression ratio and mushy zone heating on the thixotropic microstructure of AA 7075 aluminum alloy via SIMA process // Journal of Alloys and Compounds Volume 509, Issue 2, 12 January 2011, Pages 402–408
31. S.K. Kim, Y.Y. Yoon, H.H. Jo Novel thixoextrusion process for Al wrought alloys // Journal of Materials Processing Technology Volumes 187–188, 12 June 2007, Pages 354–357
32. Bin YANG, Wei-min MAO, Xiao-jun SONG Microstructure evolution of semi-solid 7075 Al alloy slurry during temperature homogenization treatment // Transactions of Nonferrous Metals Society of China Volume 23, Issue 12, December 2013, Pages 3592–3597
33. U.A. CURLE Semi-solid near-net shape rheocasting of heat treatable wrought aluminum alloys // Transactions of Nonferrous Metals Society of China Volume 20, Issue 9, September 2010, Pages 1719–1724
34. D. Liu, H.V. Atkinson, R.L. Higginson. Disagglomeration in thixoformed wrought aluminium alloy 2014 // Materials Science and Engineering: A Volume 392, Issues 1–2, 15 February 2005, Pages 73–80
35. R. Koeune, J.P. Ponthot. A one phase thermomechanical model for the numerical simulation of semi-solid material behavior. Application to thixoforming // International Journal of Plasticity Volume 58, July 2014, Pages 120–153
36. Wei-wei WANG, Bin-bin JIA, Shou-jing LUO. Effect of heat treatment on mechanical properties of thixoformed 7A09 aluminum alloy // Transactions of Nonferrous Metals Society of China Volume 19, Supplement 2, September 2009, Pages s337–s342
37. Hong-min GUO, Xiang-jie YANG, Jia-xuan WANG, Bin HUa, Guang-lei ZHU. Effects of rheoforming on microstructures and mechanical properties of 7075 wrought aluminum alloy // Transactions of Nonferrous Metals Society of China Volume 20, Issue 3, March 2010, Pages 355–360
38. M. N. Mohammed, M. Z. Omar, M. S. Salleh, K. S. Alhawari, P. Kapranos. Semisolid Metal Processing Techniques for Nondendritic Feedstock Production // The ScientificWorld Journal Volume 2013, Article ID 752175, 16 pages
39. Sung-Yong Shim, Dae-Hwan Kim, Young-Rok Seong, Su-Gun Lim. Statistical Analysis for Influence of Factors on Morphological Evolution in Semi-Solid Al-6Zn-2.5Mg-0.5Cu Alloy by Cooling Plate Method // Materials Transactions, Vol. 52, No. 5 (2011) pp. 862 to 867
40. E Cerri, E Evangelista, S Spigarelli, P Cavaliere, F DeRiccardis. Effects of thermal treatments on microstructure and mechanical properties in a thixocast 319 aluminum alloy //Materials Science and Engineering: A Volume 284, Issues 1–2, 31 May 2000, Pages 254–260
41. Yücel Birol. Thixoforging experiments with 6082 extrusion feedstock // Journal of Alloys and Compounds Volume 455, Issues 1–2, 8 May 2008, Pages 178–185
42. N. Mahathaninwong, T. Plookphol, J. Wannasin, S. Wisutmethangoon T6 heat treatment of rheocasting 7075 Al alloy // Materials Science and Engineering: A Volume 532, 15 January 2012, Pages 91–99
43. C.M. Chen, C.C. Yang, C.G. Chao A novel method for net-shape forming of hypereutectic Al–Si alloys by thixocasting with powder preforms // Journal of Materials Processing Technology Volume 167, Issue 1, 25 August 2005, Pages 103–109
44. C.M. Chen, C.C. Yang, C.G. Chao Dry sliding wear behaviors of Al–25Si–2.5Cu–1Mg alloys prepared by powder thixocasting // Materials Science and Engineering: A Volume 397, Issues 1–2, 25 April 2005, Pages 178–189
45. R. Burapa, S. Janudom, T. Chucheep, R. Canyook, J. Wannasin Effects of primary phase morphology on mechanical properties of Al-Si-Mg-Fe alloy in semi-solid slurry casting process // Transactions of Nonferrous Metals Society of China Volume 20, Supplement 3, September 2010, Pages 857–861
46. S. Nafisi, J. Szpunar, H. Vali, R. Ghomashchi Grain misorientation in thixo-billets prepared by melt stirring // Materials Characterization Volume 60, Issue 9, September 2009, Pages 938–945
47. G. Wallace, A.P. Jackson, S.P. Midson, Q. Zhu High-quality aluminum turbocharger impellers produced by thixocasting // Transactions of Nonferrous Metals Society of China Volume 20, Issue 9, September 2010, Pages 1786–1791
48. V.O Abramov, O.V Abramov, B.B Straumal, W Gust Hypereutectic Al-Si based alloys with a thixotropic microstructure produced by ultrasonic treatment // Materials & Design Volume 18, Issues 4–6, 1 December 1997, Pages 323–326
49. W.R. Loué, M. Suéry Microstructural evolution during partial remelting of AlSi7Mg alloys // Materials Science and Engineering: A Volume 203, Issues 1–2, 15 November 1995, Pages 1–13
50. Nguyen Van Thuong, Hussain Zuhailawati, Anasyida Abu Seman, Tran Duc Huy, Brij Kumar Dhindaw. Microstructural evolution and wear characteristics of equal channel angular pressing processed semi-solid-cast hypoeutectic aluminum alloys //Materials and Design. 2015. №67. С. 448–456.
51. M.S. Salleh, M.Z. Omar, J. Syarif. The effects of Mg addition on the microstructure and mechanical properties of thixoformed Al–5%Si–Cu alloys //Journal of Alloys and Compounds 621 (2015) 121–130
Адрес: 105005, Россия, Москва, ул. Радио, д. 17
Тел.: +7 499 261-86-77
Факс: +7 499 267-86-09
E-mail: admin@viam.ru
Любое копирование и воспроизведение текста, использование фото, аудио, видео и графических материалов, в том числе частичное и в любых формах, без письменного разрешения правообладателя запрещено.